

















溝入れ
溝入れ加工は、溝加工もしますが、突っ切る事も出来て、長い棒材を切断するのにも使用します。
その場合は、チップの有効長さも材料に干渉しないか注意しておきます。
溝入れUNo
| UNo | ユニット | 加工部 | パターン | 数 | ピッチ | 溝幅 | 仕上代 |
| 溝入れ | ① | ② | ③ | ④ | ⑤ | ⑥ |
① 加工部
外径、内径、正面、背面があります。背面はほとんど使いません。
正面は端面に加工します。
② パターン
#0~#5までの5種類のパターンがあります。各々、始点終点が右か左かの違いがあります。
- #0が直角溝か斜め溝で、荒加工のみになります。始点、終点は左側になります。
- #1が一般的な溝加工。頻繁に使います。直角溝、台形溝で、前コーナー(面取り)、後コーナー(底面のコーナー)の処理を設定出来ます。コーナーはCやRを付ける事ですが、面取り工具やR付工具を特に使う事なくて、プログラムと工具登録設定で、自動的に動いて作成してくれます。
- #2は右テーパー溝、#3は左テーパー溝になります。
- #4と#5は突っ切りで、コーナーが#4が右側、#5が左側に付けられます。
③ 数
加工する溝の数。同じ溝が等間隔で並んでいる時に複数個の溝を加工出来ます。
④ ピッチ
③の複数溝を加工する時の間隔を入力します。
端面側から爪方向がプラスになります。
⑤ 溝幅
加工する溝幅です。
⑥ 仕上代
#1、#2、#3:仕上げ加工時の取り代を半径値で入力します。
#4,#5:突っ切り加工時の中心からの行き過ぎ量を半径値で入力します。
溝入れSNo
| SNo | 工具 | 呼び | No | パターン | 切込1 | 残し代-X | 残し代-Z |
| R1 | ①② | ③④ | ⑤ | ⑥ | ⑦ | ♦ | ♦ |
| F1 | ①② | ③④ | ⑤ | ⑥ | ♦ | ⑧ | ♦ |
① 工具
工具名が自動展開します。
② 工具
加工部が自動展開します。
③ 呼び
工具の呼びが自動展開します。
④ 呼び
工具の識別コードが自動展開します。
⑤ No
優先番号を入力します。
⑥ パターン
#0 標準
これが一般的。縦引きを繰り返しパラメータで設定されたシフト量分、溝幅を広げます。
#1 往復
左右の横引きをしながらZが下がっていきます。無駄な動きが少なくて加工時間短縮できます。
#2 一方向
下がり横引きをして上がりアプローチ点の戻り切削を繰り返します。
⑦ 切込み1
一回当たりの切込み最大量を入力します。深さ。
⑧ 残し代-X
残し代を入力します。
溝入れFIG
| FIG | 前コーナ | 始点X | 始点Z | 終点X | 終点Z | 後コーナ | 角度 | 粗さ |
| 1 | ① | ② | ③ | ④ | ⑤ | ⑥ | ⑦ | ⑧ |
① 前コーナー
溝の入口にコーナーCやRがある場合に入力します。
② 始点X
溝の始点座標値を入力します。
③ 始点Z
溝の始点座標値を入力します。
④ 終点X
溝終点座標値を入力します。
⑤ 終点Z
溝終点座標値を入力します。
⑥ 後コーナー
溝の底にコーナーCやRを入れます
⑦ 角度
交点計算をする場合に角度の入力します。
⑧ 粗さ
仕上げ加工時の送り速度を入力します。
例題
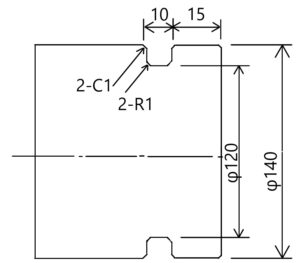
| Uno | ユニット | 加工部 | パターン | 数 | ピッチ | 溝幅 | 仕上代 |
| 1 | 溝入 | 外径 | 1 | 1 | 0 | 10 | 0.1 |
| SNo | 工具 | 呼び | No | パターン | 切込1 | 残代X | 残し代Z | 周速 | 送り |
| R1 | 外径8 | A | 0 | 2 | ♦ | ♦ | 150 | 0.1 | |
| F2 | 外径8 | A | ♦ | ♦ | ♦ | 0 | 170 | 0.1 |
| FIG | 前コーナ | 始点X | 始点Z | 終点X | 終点Z | 後コーナ | 角度 | 粗さ |
| 1 | C1 | 140 | 15 | 120 | 15 | R1 |


コメント