

















真円加工とは
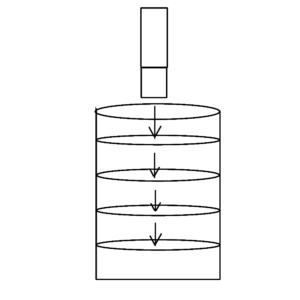
図1
図1にあるように、エンドミルなどの工具で、〇ミリ、Zが下がって円弧で回って、また、〇ミリ下がって円弧で回る事を繰り返します。
Zの下げる量は(2枚刃の場合)径の半分です。例えばφ8EMであれば4ミリづつです。
穴を広げる時に便利なサイクルです。
その為、下穴をあけておかないと、Zが下がった時に当たってしまいます。
エンドミル径以上の下穴をドリルで前もってあけておく必要があります。
底面がある時はフラットドリルであけておきます。
フラットドリルがないときは、ドリルでいいので、下穴をエンドミルの入る深さギリギリまであけておきましょう。その場合、エンドミルで、最後の底面にいくときは、ちょっと負荷があります。
ラフィングエンドミルで、Zの下がる分の波長がある長さで、荒引するのは良いと思います。
抜き穴の時は、最後に一気に抜いてしまいましょう。例えば最後、1ミリ残して回ると、抜きカスがビレてバタバタと暴れてしまい、エンドミルに悪いので、3ミリ以上を一気に加工すると抜きカスが暴れずに済みます。ラフィングエンドミルを使用するといいです。
ちなみに、マザトロールプログラムでは点加工の真円加工で真円が0、ヘリカル切削がトルネード1になります。
ヘリカル加工
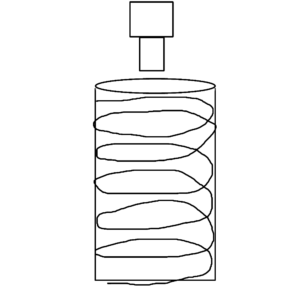
図2
図2にあるように、螺旋階段状に回りながらZが下がっていく加工です。最後に、底面に到達したら、同じ深さで一周して、底面を仕上げます。
真円加工と違って刃先先端で削っていくのが特徴で下穴をあける必要がありません。
ただし、円が大きい時は、削り残しが出来ないように注意します。
例えば、20ラジアスで、φ100穴は、一回加工では、無理なので、φ25,φ50、φ75、φ100と4回に分けます。
その為、ラジアスミルでZを少しづつ下げながら加工したり、仕上げエンドミルで公差に仕上げる事に向いています。仕上げエンドミルは、刃先の先端から摩耗していくので、繰り返し品だと底面0.5ミリくらいは、摩耗で減って、公差に仕上がらないかもしれませんが、それ以上の所は、公差内の狙い値になると思います。実際ピンも面取りされているので、底面0.5くらいであれば、公差より小さくてもなんとかなるものだと思います。それを考慮して、0.2ほど深く加工しておくといいですね。
H7くらいは仕上がります。
貫通穴であれば、エンドミルは、2ミリほど深く入れておきます。ラジアスミルであれば、チップのノーズR分より2ミリほど深く入れるので、5ミリくらい最後Zは深くしておきます。深くした時に、エンドミルチャックやエンドミルの有効深さに干渉しないように注意して予め測って工具をセットしておきましょう。
抜き穴は、最後、抜きカスが出来ます。SUSなどは伸びるので、Zを深く入れておきます。
ヘリカル切削の加工例としては、H7公差穴の仕上げ、リング溝の加工があります。
ヘリカルのプログラム例
Gコード
立形マシニングでのプログラム例
径補正なしのリング溝
O100
G17
G00G91G28Z0
G91G28X0Y0
G94G80G40G98
N1
T2M6
G90G0X18.Y0S1000M3
Z100.M8
Z3.
G1Z1.F50
G2I-18.Z0F300
I-18.Z-1.
I-18.Z-2.
I-18.Z-3.
I-18.Z-4.
I-18.Z-5.
I-18.Z-6.
I-18.
M9
M5
G0Z50.
G91G28Z0
G28X0
G28Y0
G98
M30
マザトロール
点加工の真円やトルネードで作成出来ます。穴あけ専用ですね
アプローチがZ3ミリ上からスタートします。
アプローチと逃げが中心に行くので、凸は作成できずに干渉してしまいます。
外径を作りたい場合は以下に作成例を紹介します。
φ30のチップ式エンドミルでφ10の凸、深さ10を作ります。径補正なしのリング溝。径補正を入れる場合は、G41(ダウンカット)G42(アップカット)、終わりにG40(補正キャンセル)を入れる必要があります。
| 単動 | エンドミル | 30 | A | ||||||||||
| G1 | G2 | データ1 | データ2 | データ3 | データ4 | データ5 | S | M/B | |||||
| 0 | X | -20 | Y | 0 | Z | 50 | 1500 | M3 | |||||
| 0 | Z | 1 | F | 0.5 | M8 | ||||||||
| 3 | X | -20 | Y | 0 | Z | -10 | I | 20 | P | 11 | |||
| 3 | X | -20 | Y | 0 | Z | -10 | I | 20 | F | 0.3 | |||
| 0 | Z | 50 | M9 | ||||||||||
| M5 | |||||||||||||
解説すると、φ10の半径5と30エンドミルの半径15を足して、5+15=20で工具中心からXY±20を回るようにします。
P11は11回同じ動きをするので、Z1からZ-10まで1ミリづつ下がりながら回ります。
最後に、面粗度をキレイに仕上げるため底面を送りを少し落として同じ高さで一周します。
マシニングのプログラムの本


コメント