

















薄板の加工について
薄板を加工する事は、困難を要します。
理由は強度的に弱く剛性が無い為、振動やビレが発生し、薄板が上下にバウンドし、チップやドリルに負荷がかかり、面が粗くなったり、ドリルであけた穴が大きくなったり、タップが折れたりする事があります。
どんなに切れ味がイイ工具を使っても、それは変わりません。
その為、いかに、ビレを防止する段取りをするかが、キーポイントになります。
その段取り方法をいくつか紹介します。是非、参考にして役立てて下さい。
バイスで薄板加工
品物の大きさがバイスの口金を最大に開けた時の以下の大きさになります。
面を削る
正方形
正方形に近い形状で、小さい板場合は(バイスの口金以下。□150以下くらい)
荒引で削ってみてビレ無ければ、そのまま仕上げて良いですし、
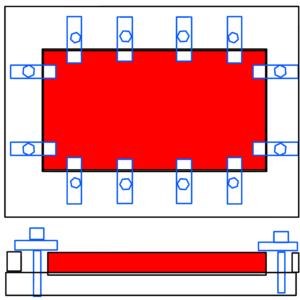
ビレて面粗度が悪く、鱗状の模様が出来てしまえば、中央に平行台を入れてみましょう。
(下の絵の青色。赤が品物)
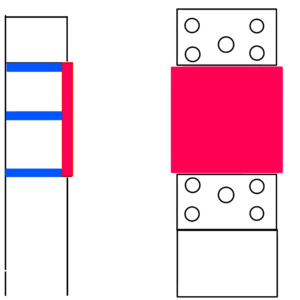
図1
極力、バイスでくわえる量を多くして、バイス上面に出る量を少なくしましょう。
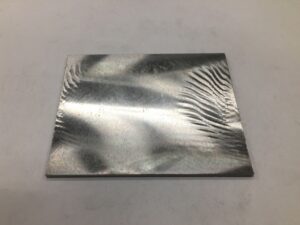
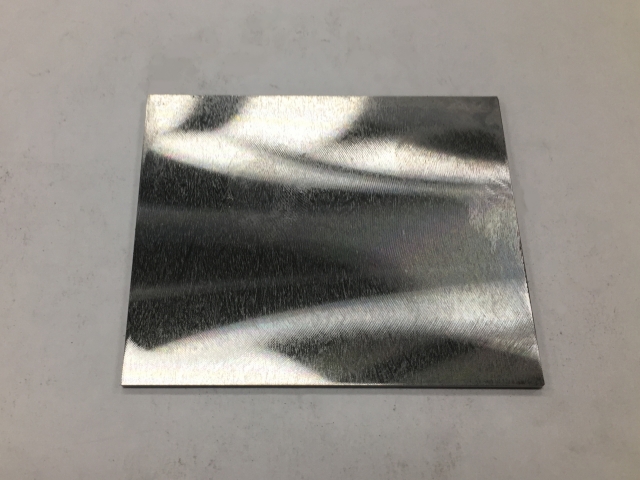
写真 ビレてしまった薄板
中央と両側に平行台を置く
斜め横から見た写真
上面を加工後
上の写真は実際の加工したもの。品物が大きかったので中央に平行台を2個置いた。
中央と両端の平行台が動かない状態がベストですが、無理なので、少し手で押して動かなくなるまで、バイスの力加減を緩めながらセットしましょう。またはバイスの力加減は荒引は、油圧が効く程度。仕上げは当てる程度。
もし、品物が動く心配がありましたら。側面を突き当てて動かないようにします。出来れば両側に当てるといいです。その時上面を削るので、干渉しないように。
荒引も仕上げも0.1ミリづつ削っていきましょう。
長方形
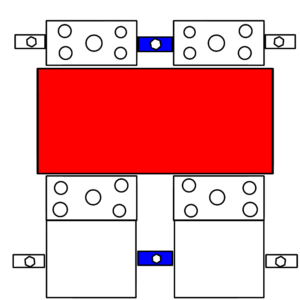
長方形でワークが大きい場合は、上記のように、中央に平行台を入れるのもしますが、バイス間の距離を出来るだけ小さくする事がポイントです。(下の図2)
図2 青が締め板 赤が品物
実際の写真
バイスの間の締め板
青色の締め板は、バイス同士を締める板で、取扱説明書に型番があり売ってあります。
穴加工
止まり穴であれば、問題ないのですが、貫通穴であれば平行台に干渉してしまいます。
中央部分に貫通穴があれば、中央にある平行台を取り除きます。
バイスの口金近くに穴があれば、平行台の先端の幅が小さいのを使用します。
それでも干渉するようでしたら、平行台を少しズラして加工するか治具ベースを作り加工するか、ですね。
図のようなベースを作成して、バイスでつかみ、品物をクランプします。品物が小さいものに限ります。
公差のない、ただの穴だけであれば、敷板に木材などをひいて、上下のバウンドを防ぐ事をしていました。
マザックであれば折れ検知(M35)を入れておけば、もしドリルが折れていても次の加工をしないので、送って帰る時、便利なMコードです
ベース治具で薄板加工
バイスでくわえられない大きさの品物はベース治具を作成します。
面削り
治具は品物の外側を板で当てられるもので、図3のように外側を板で突き当てて動かないように固定します。
図3

ちゃんと当たっているかシムで確認しましょう。
当たっていなければハンマーで締め板の外側を叩いて当てます。
切込み量は0.1ミリづつ削ります。
![]()
穴加工
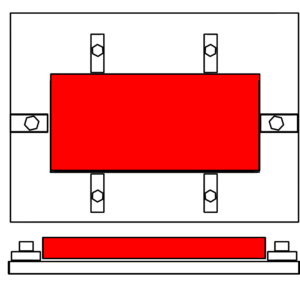
板が上下に暴れないように、なるべく多くの箇所を締めます。(図4)
図4
実際の写真

板に加工穴が干渉するようであれば、M0ストップして締めかえます。
厚さ3ミリ以下でしたら、レーザーで穴あけする方法もあります。
薄い丸形状
丸形状は、旋盤でも出来るが、マシニングでやるなら、四角の形状から加工します。
板厚は6F材の時点で決めましょう。もし板厚公差があれば、片肉0.1~0.2ほど残して研磨します。
穴加工も四角の形状時にやってしまいます。
異形の薄板
例えば星形★のような形状の薄板の面削りは、バイスで掴む事も外側をクランプする事も出来ません。
そういう時は、マグネットを使用して削ります。

また、黒皮などの異形の場合は以下の物もあります。形状に合わせて掘り込みが必要です。
参考にどうぞ



コメント