

















旋削ドリルと旋削タップについて
旋削ドリルと旋削タップは、素材中心に穴あけを行います。
つまりは、旋削中心の穴加工とタップ加工です。
ドリル、タップが回転してワークは停止して加工します。
ドリルは、内径の荒加工をする事が多く、タップは、旋削工具が入り込めない小さな径(M12以下)の加工をする時に使います。
それ以上大きいタップは、旋削により作成した方が、工具費が安く済みます。
簡単な内容なので、すぐ理解出来ると思います。
旋削ドリル、旋削タップを解説後、ドリルとタップを合わせた練習問題をやってみましょう。
旋削ドリル

UNo
UNoで旋削ドリルを選択し穴径が決まります。
SNo
SNoで、工具、呼び、呼び(識別コード)、優先No、パターンが表示され、自動決定されます。
パターンだけ、色々あるので解説します。
| #0
止穴 ドリル |
#1
止穴 深穴 |
#2
止穴 高速深穴 |
#3
止穴 リーマ |
#4
止穴 超深穴 |
>>> |
>>>ボタンを押すとメニューが以下になります。
| #0
貫通 ドリル |
#1
貫通 深穴 |
#2
貫通 高速深穴 |
#3
貫通 リーマ |
#4
貫通 超深穴 |
>>> |
「止まり」と「貫通」の違いは、止まりはドリル先端の深さまで、貫通はドリルの肩まで入ります。
例えばφ10ドリルでプログラムで深さ20を入力した場合、
- 止まりは、刃先先端20㎜まで
- 貫通は、刃先先端が約25㎜まで
(φ10の肩までが10X0.3=3 20+3=23でドリル肩まで23㎜。さらに少し1~3ミリ深く入ります。)
#0~#4ドリルの内容は以下
- #0ドリル:切削送りで加工終了点まで行き、戻りも切削送り。
- #1深穴:一般的な穴サイクル。1回の切込み量を決めてステップして早送りでR点まで戻る。
- #2高速深穴:#1と同じで、違いは、R点まで戻らず、各切込み終了後、引き戻し量分戻る。
- #3リーマ:#0と同じ。
- #4超深穴:ステップ加工だが、エラーが出るので使っていません。
FIG
FIG 形状シーケンスデータ
| FIG | 始点-Z | 終点-Z |
| 1 | ① | ② |
- 始点-Zは、素材端面。端面に取り代が付いている時、例えば3㎜の肉がある時「-3」となります。
- 終点-Zは加工終了点で、止まりと貫通によって機械が深さを決定します。
旋削タップ
UNo
| UNo | ユニット | 加工部 | 呼径 | ピッチ |
| * | 旋削タップ | ◆ | ① | ② |
① 呼径
| メートル
ネジ(M) |
ユニファイ
ネジ(UN) |
管用
ネジ(PT) |
管用
(PF) |
管用
(PS) |
特殊
ネジ |
一般的にはメートル並目ネジを使うのが普通。
たまに管用タップを使います。その中で使う事が多いのはPTネジです。
管用タップPT「3/8」なら
E(1/8)ENGHTH:分母が決定されるので分子の数値を入力すればいいです。
② ピッチ
ピッチ入力は、ネジのピッチを入力します。
- 並目ネジM10なら「1.5」になりますね。自動展開で勝手に数値が入力されてます。
- 細目ネジM10X1なら「1」ですね。自動展開後に、数値を確認しましょう。
SNo
工具シーケンスデータは、使う工具、加工条件を設定します。
この時、Mコードがあるので、切削液を出す時は「M8」。
タップ油を使う時は、「M0」、「M9」 を入れときます。
左ネジの時は「M4」になります。
FIG
| FIG | 始点-Z | 始点-Z |
| 1 | ① | ② |
- ①は加工開始点
- ②は加工終了点でなく、完全ネジ部を指します。つまり、刃先先端が少し行き過ぎます。
例題
以下の丸棒にM10深さ16の加工を加工します。M10は並目ネジです。
素材寸法 φ100長さ100
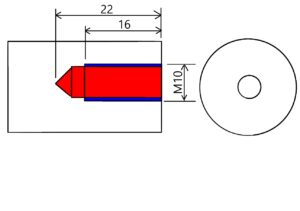
まずφ8.7ドリルを加工します。上の図で赤い部分
| UNo | 素材 | 外径 | 内径 | 素材長さ | 素材端面 | 回転数 |
| 100 | 0 | 100 | 0 | 2000 | ||
| UNo | ユニット | 加工部 | 穴径 | |||
| 1旋削ドリル | 8.7 | |||||
| SNo | 工具 | 呼び | No | パターン | 切込1 | 切込2/回 | 切込3 | 周速 | 送り | M |
| 1 | 旋削ドリル | 8.7A | 1 | 8.7 | 3 | 3 | 20 | 0.1 | 8 |
| FIG | 始点-Z | 終点-Z |
| 1 | 0 | 22 |
次にタップ加工をします。
| UNo | ユニット | 加工部 | 呼径 | ピッチ |
| 2旋削タップ | ◆ | M10 | 1.5 |
| SNo | 工具 | 呼び | No | パターン | 切込1 | 残し代 | 周速 | 送り | M |
| 1旋削タップ | M10A | ◆ | ◆ | ◆ | 5 | 1.5 | 8 |
| FIG | 始点-Z | 終点-Z |
| 1 | 0 | 16 |
タップはポイントタップ、スパイラルかで有効深さが変わりますので注意。使用するタップの有効深さを確認しときましょう。
面取りは旋削で内径で45°で作成するか、面取り工具を登録して、加工するかになります。
マシニングでしたら1つのユニットで作成出来ますが、旋盤では、2つになります。



コメント