

















マザック講習会に行けば、理解できる内容ですが、行かない人の為や復習の意味も含めて解説していきます。
マザック講習会も載せておきます。👇行く事を強く勧めます。弁当付きです。交通費は無しですが、駅の送迎はあります。キレイなおねいさんが優しく教えてくれますw
展示ルームもあり、ちょっとした観光にもなります。

ネジ切りユニット


ユニットデータ(Uno)
ユニットデータは、どういう種類のネジかを入力します。
外径、内径にネジ切りをします。
| Uno | ユニット | 加工部 | チャンファ | リード | 角度 | 条数 | 高さ |
| ネジ切り | ① | ② | ③ | ④ | ⑤ | ⑥ |
① 加工部
はじめにねじ切りユニットを選択後に、外径、内径、正面、背面を選択します。
正面、背面はほとんど使いません。
外径がおねじ、内径がめねじになります。
② チャンファ
ネジの終点の切り上げ角度です。基本的に「0」にします。
- 0:切り上げ角度無し
- 1:45°で切り上げ
- 2:60°で切り上げ
③ リード
リード=ピッチx条数
ほとんどの場合、条数は1なので、ピッチを入力します。
例え M20xP2.5はリード2.5
条数がある時は、図面表記があると思います。
④ 角度
ネジの切込み角度。
これも基本的に0°の角度を選択します。
⑤ 条数
基本的に条数は「1」。
⑥ 高さ
ねじ山の高さ。ねじ山の頂点と谷の差分の高さですね。基本的に「自動決定」にします。
シーケンス(SNo)
シーケンスデータは工具全般について入力します。
| Sno | 工具 | 呼び | パターン | 切込み1 | 切込み2/回 |
| 1 | ①② | ③④ | ⑥ | ⑦ | ⑧ |
① 工具名
使用する旋削工具が自動的に表示されます。
② 工具の加工部
内径、外径が表示されます。
③ 呼び
工具の名前ですね。
④ 呼び 識別コード
呼びでの識別コードはアルファベットで識別されます。
同じ呼びでも違いがあるのでA~Zで識別します。
例えるなら、これは、住所みたいなもので、日本-東京-立川市-緑町-1丁目6番地 の佐藤さんというように、具体的な場所を指定するのですが、佐藤さんが、その地区に4人いたら、どの佐藤さんか分かりませんので、佐藤A 佐藤B 佐藤C というふうに分ける感じですね。
個人的に識別を分けるのは、メーカー別だったり、コーナーRの違いだったり で分けます。
⑤No
優先順位を付けます
⑥パターン
基本的に「#0標準」を選択します。
⑦切込1
⑥パターンで「#1」「#2」を選択した時の切込み量を入力します。
⑧切込2
⑥パターンで「#0」を選択した時に表示されます。
切込み回数を入力します。
形状シーケンス(FIG)
始点と終点を入力します。FIGは絵を描いてあげるイメージです。
| FIG | 始点-X | 始点-Z | 終点-X | 終点-Z |
| 1 | ① | ② | ③ | ④ |
①始点X
「ネジの呼び径」になります。M50なら50と入力。
②始点Z
ネジ切り開始点のZを入力。
③終点X
ネジの呼び径を入力します。始点Xと同じですね。
④終点Z
ネジ切り終了点のZ位置を入力します。
端面を0として削る方向を+で入力します。
ネジ終点付近では、不完全ネジ部があるので、ネジ山の1~2山分多めにネジ切りをしときます。
例題1
素材寸法 φ120xφ57穴x長さ100
外径にM120x3(緑)と内径にM60x3(青)を作成します。
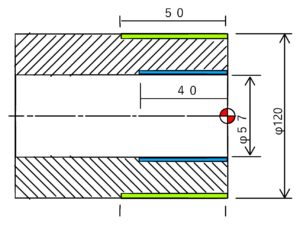
外周のM120x3を作成します。(図の緑色の部分)
| UNo | ユニット | 加工部 | チャンファ | リード | 角度 | 条数 | 高さ |
| 1 | ネジ切 | 外径 | 0 | 3 | 0 | 1 | 自動決定 |
| SNo | 工具 | 呼び | No | パターン | 切込み2/回 | |
| 1 | ネジ切 外径 5 | A | 0 | 10 | ||
| FIG | 始点-X | 始点-Z | 終点-X | 終点-Z |
| 1 | 120 | 0 | 120 | 51 |
内径φ57にM60x3を作成します。(図の青色の部分)
| UNo | ユニット | 加工部 | チャンファ | リード | 角度 | 条数 | 高さ |
| 1 | ネジ切 | 内径 | 0 | 3 | 0 | 1 | 自動決定 |
| SNo | 工具 | 呼び | No | パターン | 切込み2/回 | |
| 1 | ネジ切 内径 6 | A | 0 | 10 | ||
| FIG | 始点-X | 始点-Z | 終点-X | 終点-Z |
| 1 | 60 | 0 | 60 | 41 |
終点-Zは不完全ネジが形成される為、1㎜深くしてます。
内径ネジは、バイトより小さな径になると干渉したり、工具が入り込めないので、M20以下とかでしたら、ドリルやタップを使用しましょう。


コメント