

















はじめに
初めまして、こんにちは。
NC旋盤マザックの初心者の為の記事を書きます。
コチラの記事を参考に、マザックのプログラムを理解して、加工に活かしていければ幸いです。
マザックの対話式プログラムは、Gコードと違って理解しにくい場面もありますので、例を挙げながら解説していきたいと思います。

旋削加工ユニット

旋削加工ユニットは8種類あります。
- 端面
- 棒材
- ねじ切り
- 溝入れ
- 旋削ドリル
- 旋削タップ
- 倣い
- 隅取り
この順番にプログラムを解説していきます。
基本的には
- 端面
- 外径
- 内径
の順です。
工具、周速、送り等は省略します。
また倣い、隅取りユニットは使う頻度が少ないので、省略します。
端面ユニット
最初に端面を削ります。
仕上げ代は0.1ミリ残して荒加工をします。
仕上げは全ての荒加工が終わった後にします。
外径荒と外径仕上げのバイトを使い、後で、そのまま外径加工もしちゃいましょう。
| SNo | 工具 | 呼び | No | |
| R1 | 旋削 | 外径 | 1 | A |
| R2 | 旋削 | 外径 | 2 | B |
端面ユニットのFIGは、始点X、Zと終点X,Zの点を入力します。
終点X、終点Zは、必然的に「0」になります。(旋削中心の原点)
あとは始点X,Zの数値を入れます。
※Xは直径入力になります。
※端面は取り代を+入力になります。棒材ユニットとは、プラス方向が逆になります。
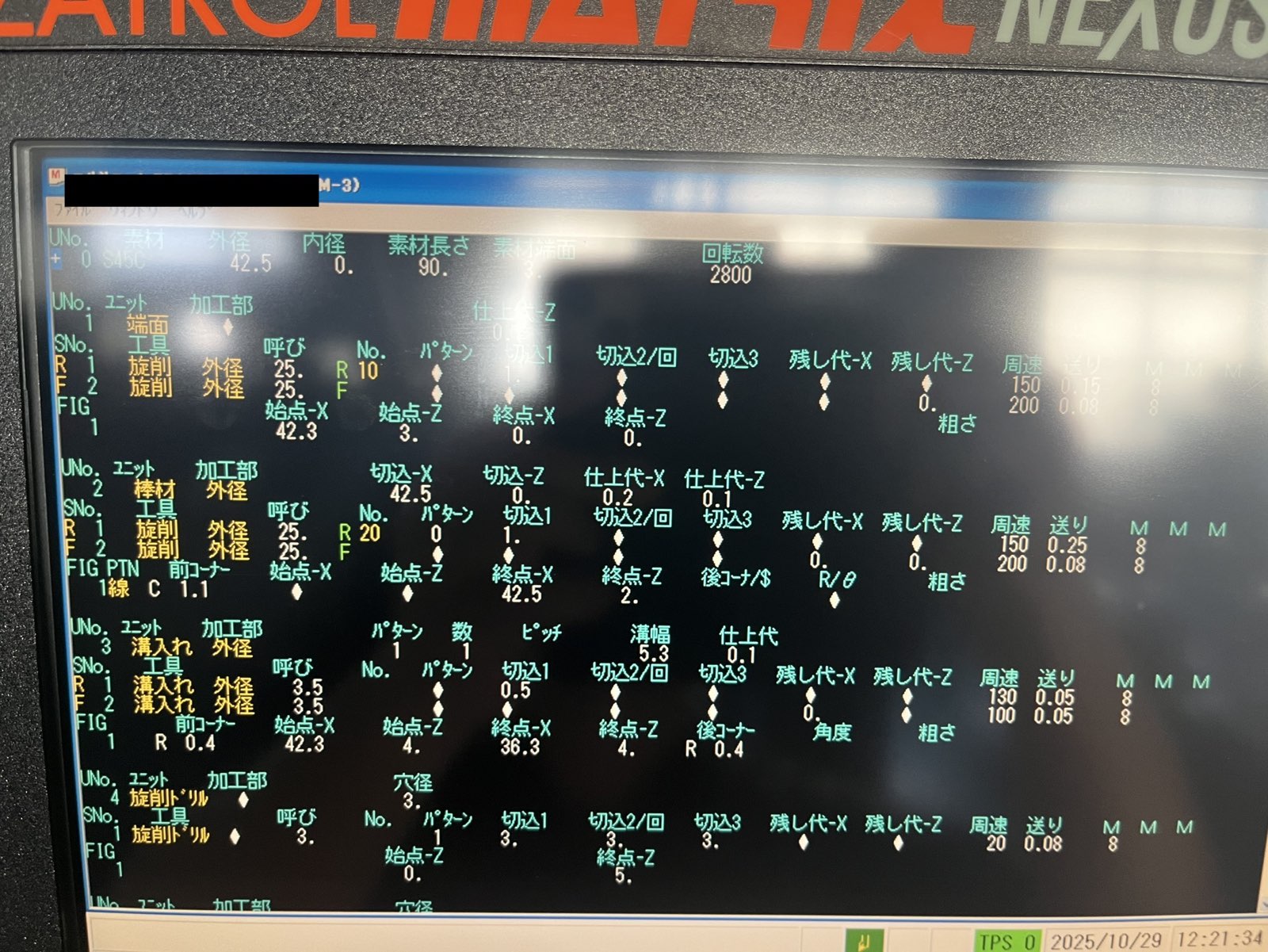
以下の例でFIGを入力してみます。
素材寸法:φ100x長さ103
| FIG | 始点-X | 始点-Z | 終点-X | 終点-Z |
| 1 | 100 | 3 | 0 | 0 |
これで行くと端面を3ミリ削る事になり全長が100になります。上図の青色が取り代です。
始点開始点は右上の●になります。終点は原点。実際はチップR分、Xが余分に中心から下がります。
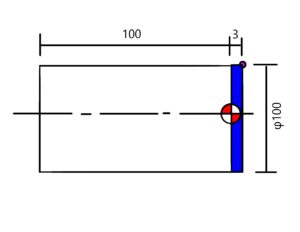
では次に、中心に穴があいている時、終点-Xが変わるのを解説します。
素材寸法:φ100x長さ103 中心穴φ50
| FIG | 始点-X | 始点-Z | 終点-X | 終点-Z |
| 1 | 100 | 3 | 50 | 0 |
ドリルで先に、穴あけ後に端面でもいいのですが、アプローチの時にドリルとワークが衝突の恐れがあるので、僕は先に端面を加工します。
わりと、端面ユニットは簡単かと思います。
棒材ユニット
棒材ユニットは初めに外径、内径、正面、背面を選択します。
| ① | ② | ③ | ④ | ⑤ | ⑥ | ⑦ | ⑧ |
| 外径 | 外径 | 内径 | 内径 | 正面 | 正面 | 背面 | 背面 |
上の表で赤いマーキングしてないのが、素材の端から加工します。:①、③、⑤、⑦
赤マーキングしてあるのが、素材の途中から加工を開始します。:②、④、⑥、⑧
主に使うのは、①外径と③内径です。⑦⑧背面はほとんど使う事はありません。
よって①外径と③内径の例題を後でやってみます。
仕上げ代は、0.1残しにしたいので、仕上げ代-X0.2、仕上げ代-Z0.1 としておきます。
パターンは工具が上に逃げる時の逃げ方ですが、基本は「0」にしておきます。
①外径
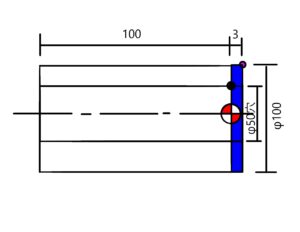
例題1 素材:φ110x80
| Uno | 素材 | 外径 | 内径 | 素材長さ | 素材端面 | 回転数 | |||
| 0 | SS400 | 110 | 0 | 80 | 0 | 2000 | |||
| Uno | ユニット | 加工部 | 切込み-X | 切込み-Z | 仕上げ代-X | 仕上げ代-Z | |||
| 1 | 棒材 | 外径 | 110 | 0 | 0.2 | 0.1 | |||
| SNo | 工具 | 呼び | No | パターン | 切込み1 | 切込み3 | 残し代-X | 残し代-Z | |
| R1 | 旋削 | 外径 | 1 | A | |||||
| R2 | 旋削 | 外径 | 2 | B | |||||
| FIG | PIN | 前コーナ | 始点-X | 始点-Z | 終点-X | 終点-Z | 後コーナー | R/θ | 粗さ |
| 1 線 | ♦ | ♦ | 60 | 20 | |||||
| 2 テーパ | 60 | 20 | 100 | 30 | |||||
| 3 線 | ♦ | ♦ | 100 | 60 |
2テーパの始点-X60と始点-Z20は、1線の終点-X60と終点-Z20と同じなので、連続のボタンを押すと続けて同じ数値が入力されますので、早く楽に簡単入力出来ます。
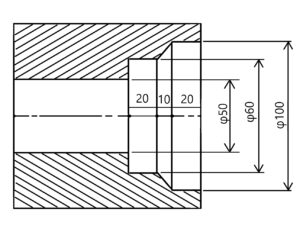
③内径
例題1 素材:φ110x80 下穴50
| Uno | 素材 | 外径 | 内径 | 素材長さ | 素材端面 | 回転数 | |||
| 0 | SS400 | 110 | 50 | 80 | 0 | 2000 | |||
| Uno | ユニット | 加工部 | 切込み-X | 切込み-Z | 仕上げ代-X | 仕上げ代-Z | |||
| 1 | 棒材 | 内径 | 50 | 0 | 0.2 | 0.1 | |||
| SNo | 工具 | 呼び | No | パターン | 切込み1 | 切込み3 | 残し代-X | 残し代-Z | |
| R1 | 旋削 | 内径 | 3 | A | |||||
| R2 | 旋削 | 内径 | 4 | B | |||||
| FIG | PIN | 前コーナ | 始点-X | 始点-Z | 終点-X | 終点-Z | 後コーナー | R/θ | 粗さ |
| 1 線 | ♦ | ♦ | 100 | 20 | |||||
| 2 テーパ | 100 | 20 | 60 | 30 | |||||
| 3 線 | ♦ | ♦ | 60 | 50 |


コメント