

















丸物加工

バイスで段取り

バイスで段取りすると、面削り、穴あけが可能になります。
ただし、バイスの口が開く大きさに限ります。
段取り方法は、別の記事の「Vブロックで丸物の加工」と「バイス2個で丸物を加工」で紹介してありますので、参考にして下さい。ちなみに、バイスでの加工は荒加工のみにした方がいいです。
商品動画は以下の2つ
イマオでセルフカットジョーというのがあります。好みの形に彫り込みます。
バイスに治具を取り付ける
大きな円盤を固定させる治具
2個のバイスに4個の治具を取り付けます。
バイスに、タップ穴が4~6か所あるのでボルトで治具をバイスに取り付けます。
図1:上から見た図
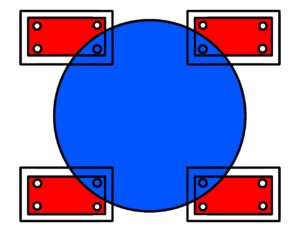
図2:治具の図
- 青:ワーク
- 赤:治具
治具をバイスに取り付けて、セルフカットしますが、治具の加工方法は以下。
- 治具4個をバイス2個に取り付けます。
- バイスの口幅を広げて、ワークを治具の上に置いて、マジックで治具にマーキングします。
おおよその位置です。 - ワークを降ろして1の口幅に合うブロックをバイスに噛ませます。
2個か長い一本のダミーブロックですね。 - 原点入力は、Xはバイス間の2点間中心、Yは治具内側同士(固定側と可動側)の2点間中心。
- ボルトに当たらないかなど干渉に注意しながら加工開始。
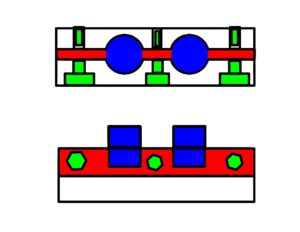
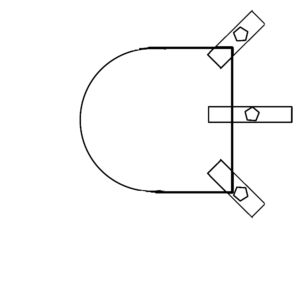
小さな円盤を固定させる治具
バイスに治具(ブロック2個)を置いてワークを挟みます。
全体図
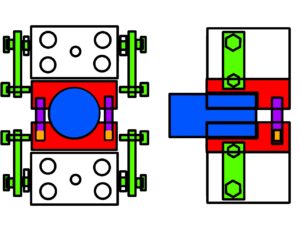
説明
- 青:ワーク
- 赤:治具
- 緑:突き当て板とボルト
- 紫:位置決めピン
- 肌色:バネ
治具は2個のブロックを円弧加工と位置決めピンを入れる穴H7加工をします。
バイス側面のボルトから板を取り付け板にはタップ穴加工をしてボルトを通して治具に当てて両面から治具を固定させます。
バイスをゆるめた時に治具も動くように位置決めピンH7穴の可動側の治具にバネを入れておきます。
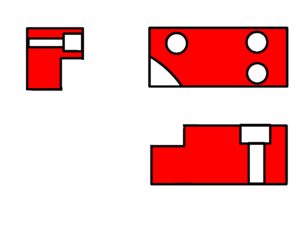
小さな円盤を固定させる治具2
治具の図
説明
- 青:ワーク
- 赤:切り欠き部分
- 緑:ボルト
ブロックに上の図の赤い形状の切り欠きを作り、ワーク(青)を入れてボルトで挟みます。
上の図は2個取りの治具です。端面の加工する治具です
ベースで段取り
ベースで段取りは、バイスを外したテーブルの状態か、バイスの上にベース治具を置いた状態になります。
品物をベースの上に置いて、上面をプレーンクランプで締めます。
その為、上面を削る事は出来ません。穴加工は出来ます。貫通させたい時は、ブロックの上に品物をのせてベースとの間に、隙間を作りましょう。
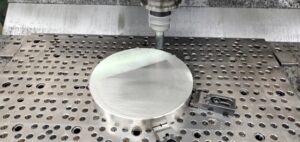
マグネットで段取り
磁力によって、品物をマグネットテーブルにくっつけて加工を行います。
問題点は2点
- SUSやALはマグネットがつかない。
- 電源コードを機械内に入れるので、扉が閉められない。
段取りの強さはマグネットテーブルにくっついている面積が大きいほど強くなります。
面加工は出来ます。穴あけ加工で貫通させたい場合、ブロックで底上げしましょう。
タッチセンサーを当てるのは、磁力が切れてる時にしましょう。
マグネットテーブルは、円形状でなくても、端面があれば、円弧形状の品物も加工出来ます。
段取り的に弱いと思う場合は、XとYの2方向に2個づつ計4個のブロックを突き当てておきましょう。
ナベヤでマグネットチャックという商品があります。
エアーで吸い付かせる
品物の形状に合わせて掘り込みを作り、エアーで、吸い付かせて品物を固定します。
よい説明がないのですが、コチラの動画で、治具を品物と思ってみてくれたら少しは分かるかと思います。
加工は面削り。穴加工は、底面に当たるので貫通穴は出来ません。
外形加工:円状にする
円の外形形状は、バイスでは不可能な為、旋盤でやるのが最もいいです。
マシニングでは段取り次第で出来ますので、そのやり方をいくつか紹介します。
インデックスを使う

インデックステーブルを回転させながら、主軸はエンドミルを回転させて、外形を作成します。
エンドミルのアプローチ点は、先にフラットドリルなどであけておきましょう。
段取りは、品物に座ぐり穴やタップ穴があれば、そこに入る治具を作りインデックステーブルに取り付けます。品物が治具に縫い付けられて、治具はインデックステーブルに固定される状態です。
品物に縫い付ける穴がない場合は、旋盤のように、チャックをインデックステーブルに取り付けて、外形加工します。この際、外形をチャックのつかんでいる爪の部分は加工出来ないので、2工程に分けて表が終わったら、裏をやります。内径をチャックでつかめれば1工程で終わります。
バイスとチャックを使う



これはバイスの口金の開く範囲の大きさに限る方法になります。
材料を四角にして、バイスのつかみ代も付けた材料にします。
1工程はバイスで四角をつかみ、上面を丸にします。
2工程は、反転させて丸をチャックでつかみ、バイスのつかんでいた部分を削り飛ばします。


ベースを使う
上記の「バイスとチャックを使う」方法はバイスの口金が開く大きさに限られましたが、それ以上の大きさの場合はベースを使用します。上記と同様に四角い材料から丸にします。
中央に穴がある場合

ドーナツ🍩形状であれば、外側をクランプして、中央の穴をあけます。
次にベースにおいて、中央穴部分をクランプして、外側を加工します。
板の四つ角をクランプかバイスで加えて穴加工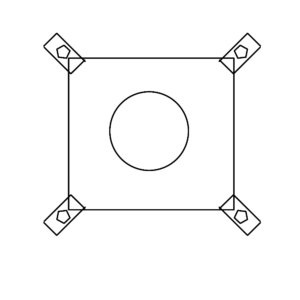
あけた穴を内側からクランプし外周加工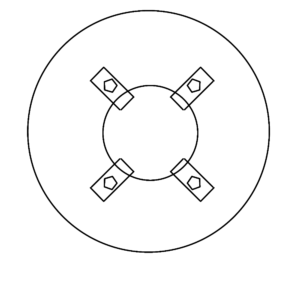
中央に穴が無い場合
ベースの上に置いて、外側をクランプして締め変えながら加工します。
φ200以下であれば、片側半分外側をクランプして、もう半分側を円弧に加工します。加工後、円弧になった所をクランプし、反対側のクランプを外して反対側も円弧にします。
φ200以上であれば、1/4づつ上記のやり方で、4回に分けてやりましょう。
①治具ベースに四角材を置き4つ角をクランプして穴加工後、片側クランプ 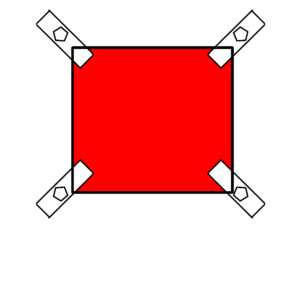
②円弧に加工
③反対側クランプ後、円弧加工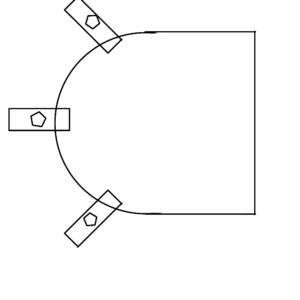
ラフィングで締め板に干渉しないように切りましょう。


コメント