 技能
技能
C面取りの工具や道具、加工方法を紹介
技能  エンドミル
エンドミル  エンドミル
エンドミル  マシニング
マシニング  マシニング
マシニング  エンドミル
エンドミル  マザック マシニング 工具
マザック マシニング 工具  技能
技能  マザック マシニング
マザック マシニング  エンドミル
エンドミル  マザック マシニング
マザック マシニング  マシニング
マシニング  加工
加工  マザック マシニング
マザック マシニング  タップ
タップ  工具
工具  加工
加工  エンドミル
エンドミル  エンドミル
エンドミル 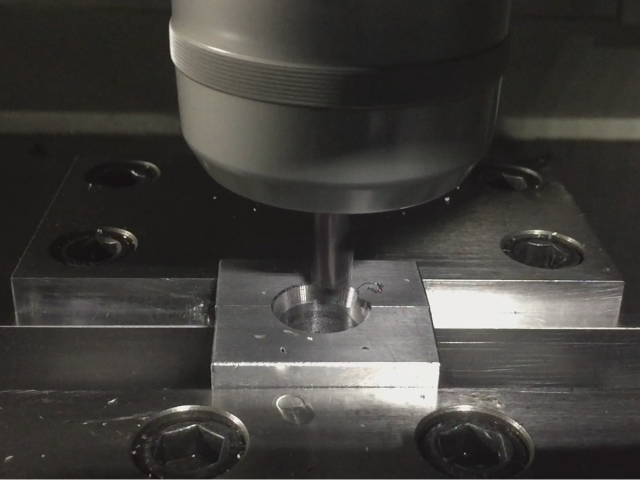 プログラム
プログラム  マザック マシニング
マザック マシニング 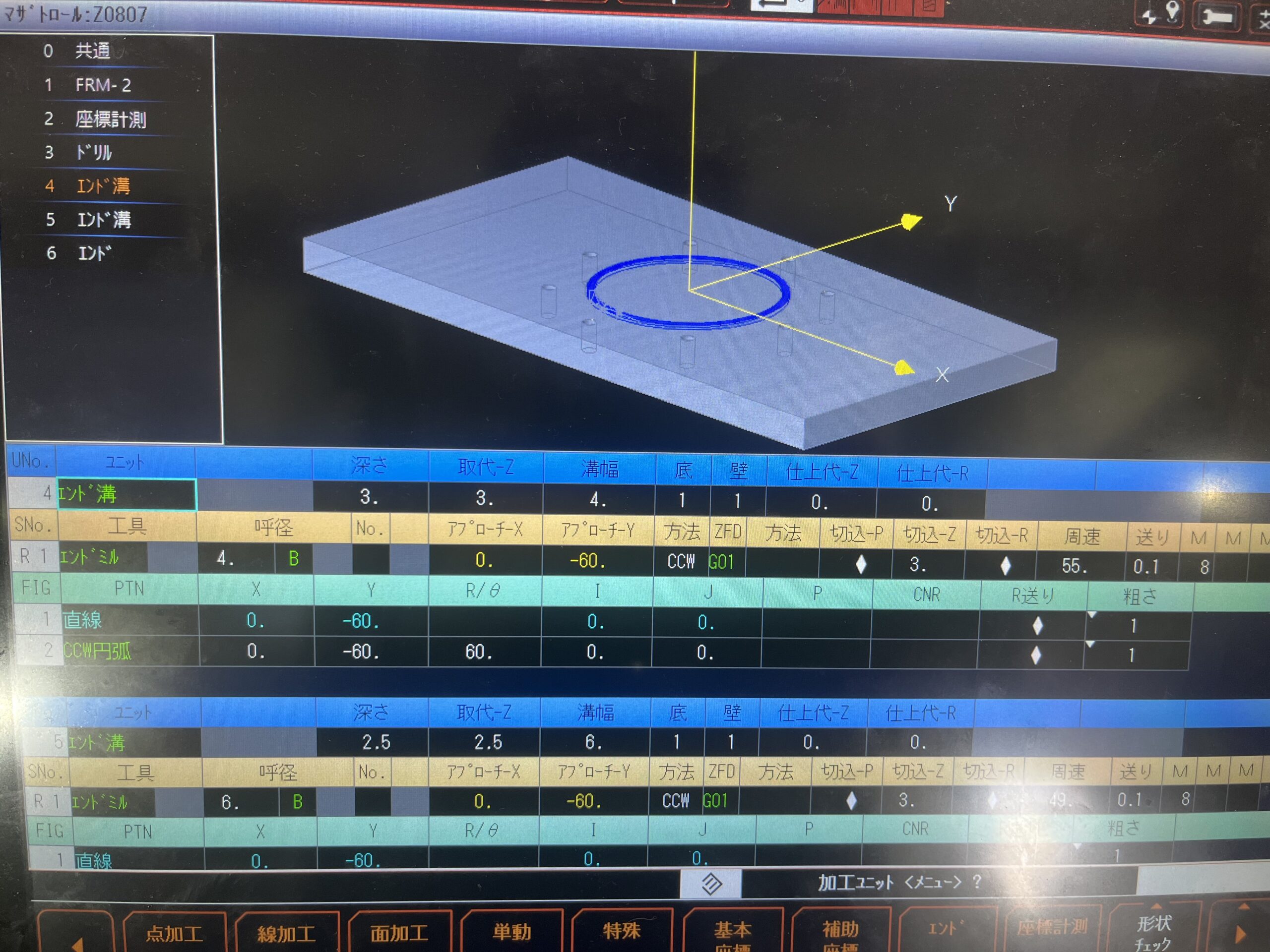 マザック マシニング
マザック マシニング 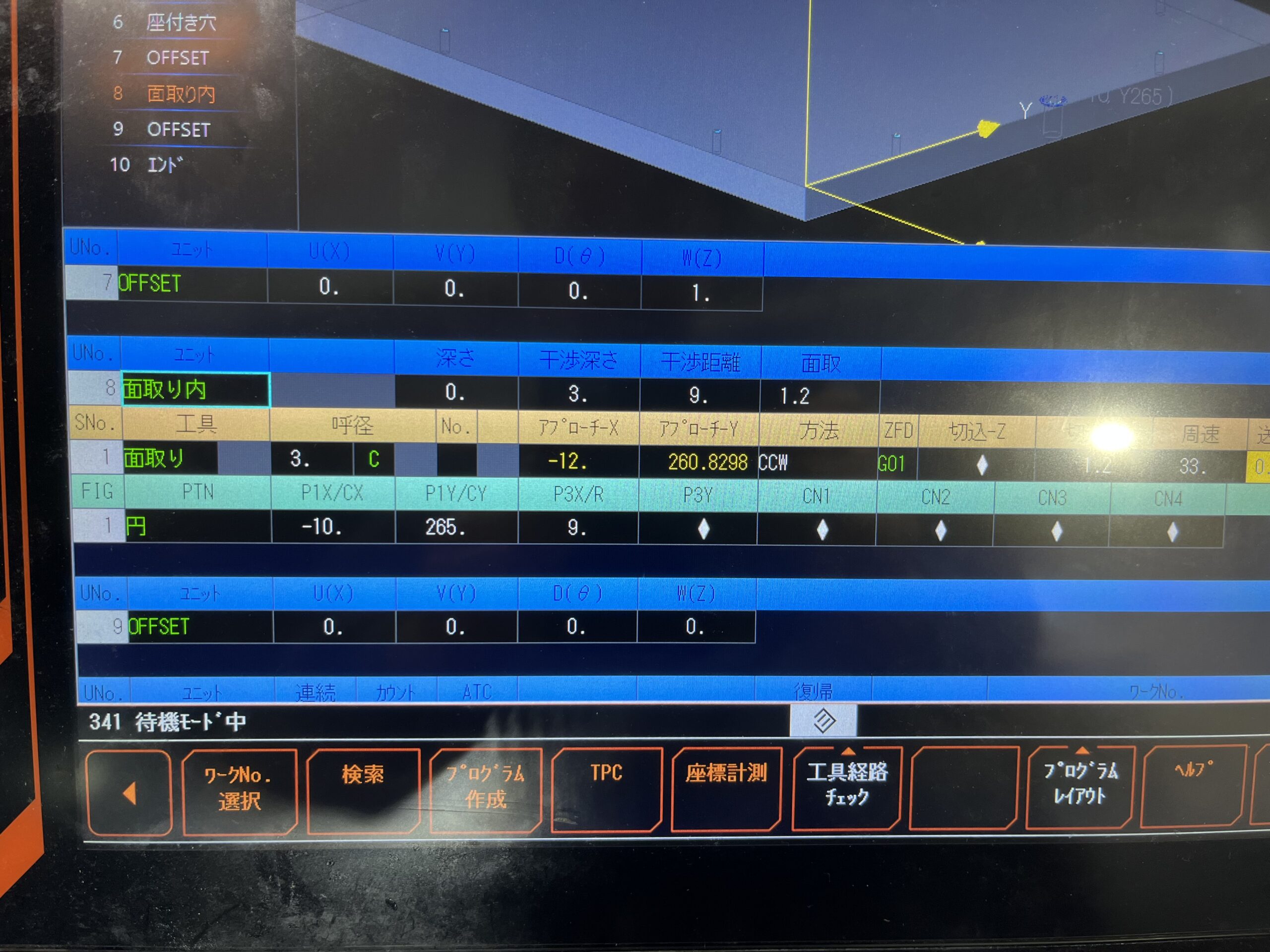 マザック マシニング
マザック マシニング  マザック マシニング
マザック マシニング  マシニング
マシニング  不良と対策
不良と対策  加工
加工  エンドミル
エンドミル  不良と対策
不良と対策  マシニング
マシニング  技能 マシニング
技能 マシニング 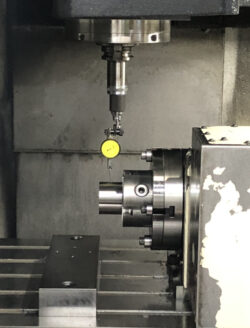 加工
加工  加工
加工  エンドミル
エンドミル  プログラム
プログラム  マシニング
マシニング  技能
技能 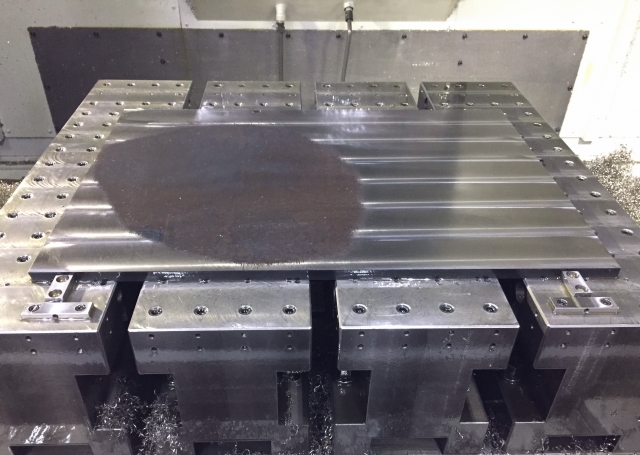 不良と対策 エンドミル
不良と対策 エンドミル  加工
加工 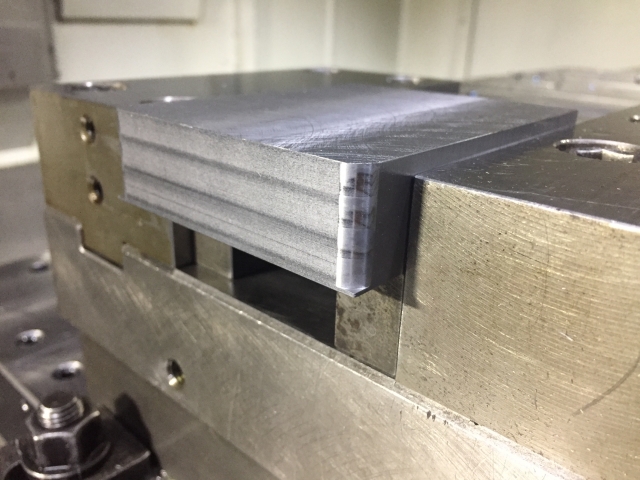 加工
加工